

If you’re about to accept a GRP pipeline, don’t just ask, “Has the pipe arrived?” Ask, “Can I trust this asset once it goes underground and starts operating?” GRP helps you reduce corrosion and long-term maintenance risk, but only when your project team controls design, manufacturing, transport, storage, installation, testing, and commissioning.
That is why we decided to show you where owner risk enters, which records prove readiness, how FAT and SAT differ, and how EPC delivery closes responsibility gaps. Keep reading this to the end.
What Factory-to-Field Handover Means in GRP Pipeline Projects
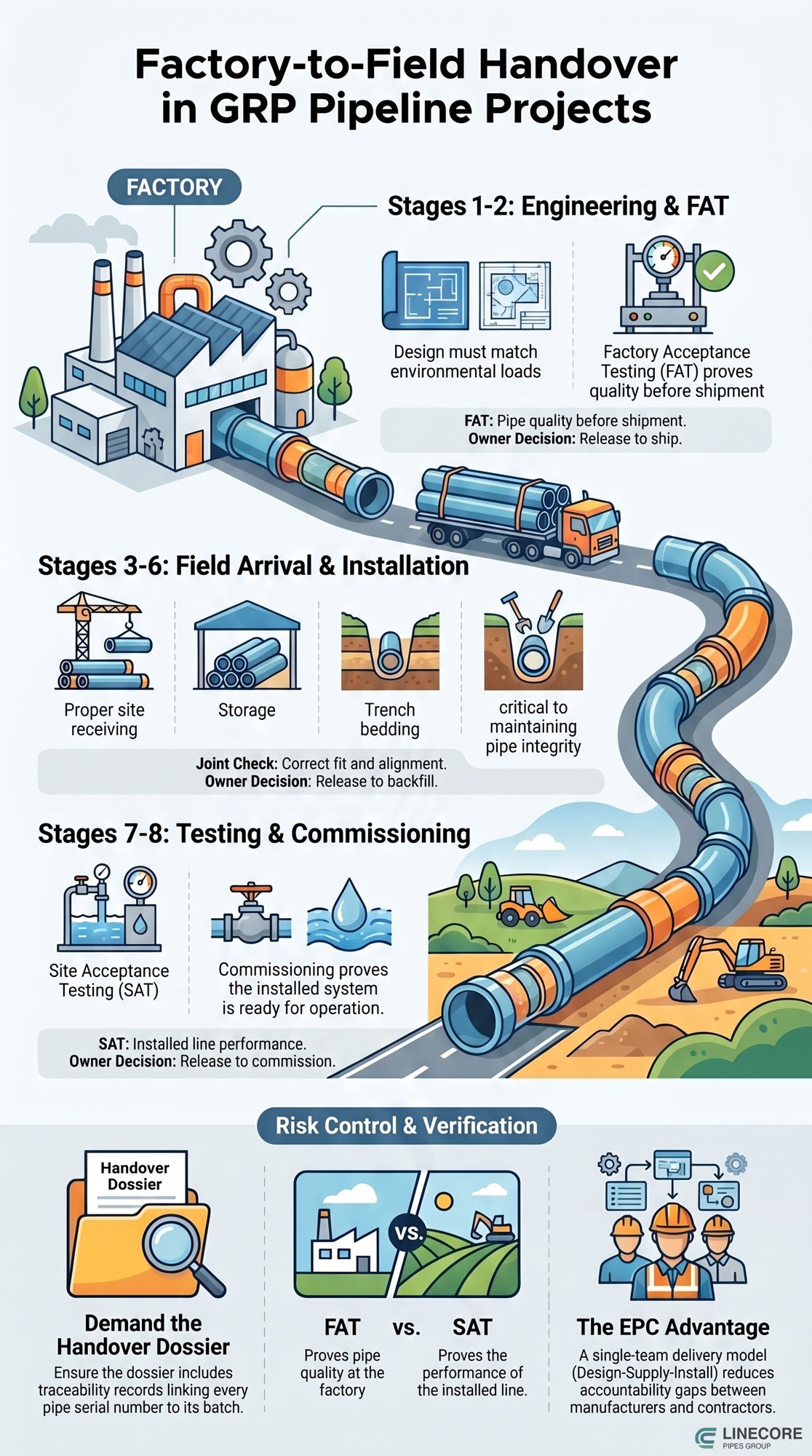
Factory to Field Handover in GRP Pipeline Projects infographic (source: Pipelinecoregroup.com)
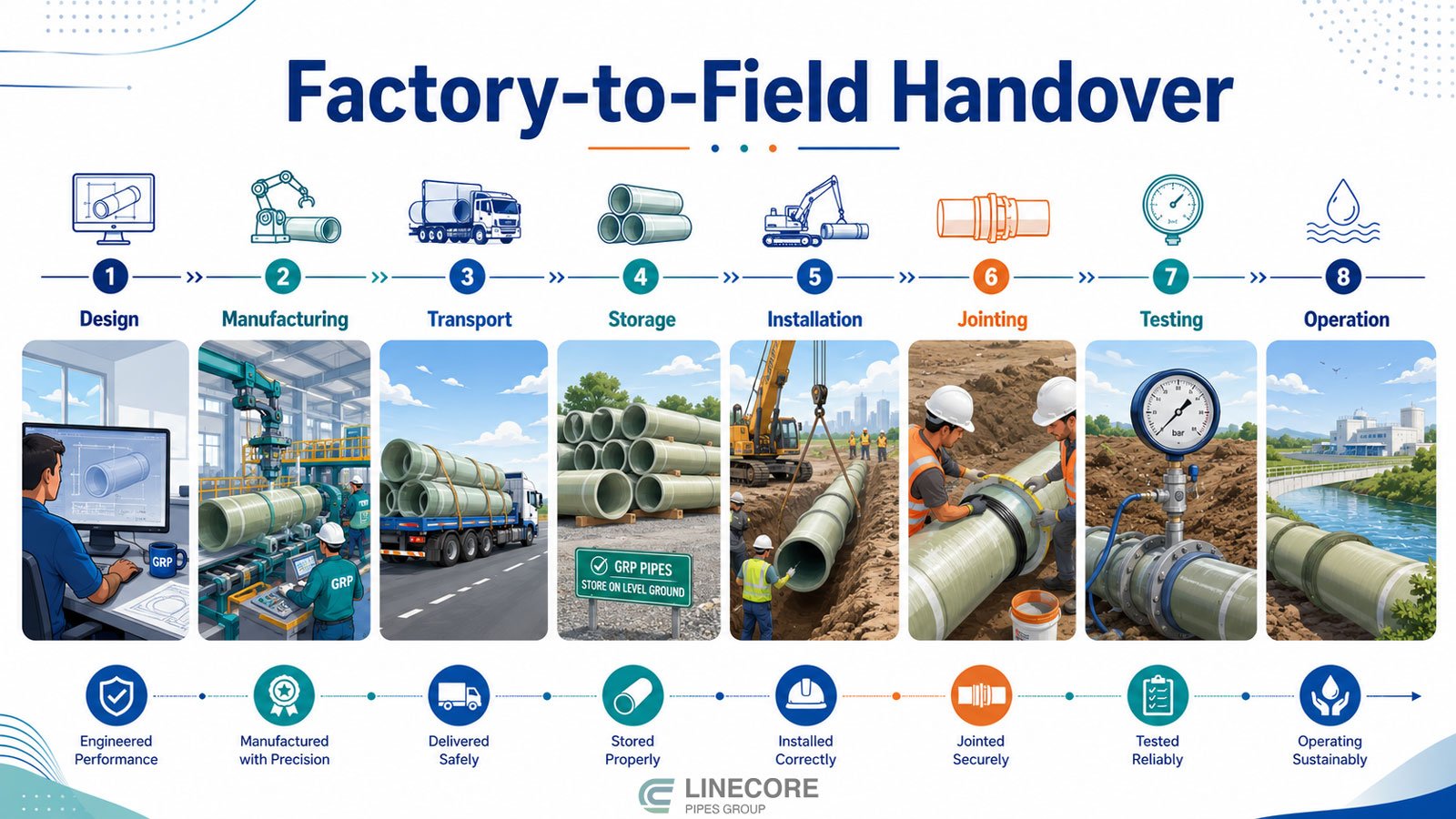
Factory-to-field handover means you can track the pipeline from design to final acceptance. It is not just one certificate. It is the proof behind the pipe you are about to take over. ScienceDirect explains that handover depends on clear documents and certificates. That is exactly what you need here: records that show how the pipe was designed, made, delivered, installed, tested, and accepted.
- Before shipment: design, material selection, manufacturing QA/QC, and FAT.
- Before installation: packing, transport, site receiving, storage, and handling.
- Before acceptance: installation, jointing, SAT, commissioning, and operator readiness.
- After handover: final documents, warranty terms, and defect-liability follow-up.
A good handover should show where each pipe section sits in the installed line. It should also connect each pipe section back to its production batch, factory records, site inspection, and installed chainage.
That is where Linecore Pipes Group’s total-solution role matters. As a GRP and composite pipe supplier with EPC capability, Linecore helps close the gaps between the manufacturer, contractor, installer, testing team, and owner.
Why GRP Pipelines Reduce Long-Term Operating Risk
You probably chose GRP because you want fewer long-term problems once the pipeline starts operating. GRP can help reduce corrosion issues, support steady flow, and make site handling easier.
But the material alone does not protect you. Below, we’ll explain where GRP reduces risk, and where the project still needs control.
1. GRP helps you reduce corrosion problems
Steel, ductile iron, and reinforced concrete can struggle in the wrong soil, water, or operating conditions. Corrosion, scaling, and surface breakdown can turn into maintenance cost and shutdown risk.
GRP behaves differently. That is why owners use it for potable water, raw water, irrigation, desalination, industrial cooling, and wastewater projects. Still, the resin system must match the fluid and environment.
2. GRP can support better flow performance
GRP pipes usually have a smooth internal surface. That can help water move through the pipeline with less friction.
For you, that can mean more predictable flow, lower head loss, and better long-term system performance. The hydraulic model still needs to confirm flow, pressure, head loss, and surge before manufacturing starts.
3. GRP makes handling easier, but not careless
GRP is lighter than many traditional pipe materials. That can make transport, unloading, alignment, and installation easier on site.
But easier handling does not mean rough handling. Poor lifting, sharp supports, uncontrolled rolling, or damaged pipe ends can still create problems during jointing, testing, or operation.
4. GRP only reduces risk when the full process is controlled
GRP is not a shortcut around good project control. The pressure class, stiffness class, resin system, jointing method, installation process, testing, and handover records still need to be correct.
That is where long-term risk drops: not just when you choose GRP, but when the full factory-to-field process supports that choice.
Real World Example: Bouaké Water Supply Project Shows Why Handover Is More Than Pipe Delivery
Amiblu reports that the Bouaké project used about 70 km of GRP pressure pipe, mainly DN 1000 and DN 1200, PN 20, for a potable water system with 6,000 m³/h capacity.
Pipe quality matters, but so does the journey from design to operation. A large GRP pipeline needs controlled supply, delivery, installation, testing, and handover records before you can trust it as a working asset.
Owner Risks That Still Exist After Selecting GRP
GRP gives you a stronger starting point, but it does not make the project risk-free. You can still run into problems if the pipe has factory defects, gets damaged on the way to site, sits in poor storage, lacks proper bedding, or reaches a handover with incomplete records. So do not accept comforting words like “it’s all good.” Ask for proof.
| Owner Risk | What Can Go Wrong | Control | Proof to Ask For |
|---|---|---|---|
| Product quality | Poor cure, weak laminate | Factory QA/QC | FAT, batch records |
| Transport | Impact, damaged ends | Receiving checks | Photos, damage log |
| Installation | Weak bedding, poor compaction | Field QC | Trench, compaction, deflection logs |
| Leakage | Bad alignment, gasket issue | Joint checks, hydrotest | Joint records, test results |
| Documentation | Missing as-builts, weak warranty trail | Dossier control | Final handover file |
| Accountability | Supplier and installer gaps | EPC model | Clear warranty path |
If someone says the pipeline is ready, the handover file should make that clear. The point is not to collect documents just to fill a folder. The point is to make sure you can run, maintain, defend, and rely on the asset after takeover.

Stage 1: Engineering Design Reduces Risk Before Manufacturing Starts
A good handover starts before the factory makes the pipe. Before production begins, you need clear answers on:
- Flow, pressure, surge, and head loss
- Burial depth, soil, groundwater, and traffic load
- Pressure class, stiffness class, resin system, and joint type
- Trench design, project standards, and inspection points
GRP works with the soil around it. So if your design skips bedding, haunching, backfill, or compaction, the issue can show up later underground. For pressure water projects, AWWA gives owners a useful standards reference.
Linecore can help early with engineering review, pipe selection, resin guidance, jointing input, route planning, and EPC preparation.
Stage 2: Manufacturing QA/QC Proves the Pipe Before Shipment
Once you approve the design, the factory needs to prove the pipe matches it. FAT should not feel like one pressure test and a signature. You should ask for:
- Material certificates and batch records
- Visual and dimensional checks
- Barcol hardness and leak-tightness records
- Stiffness or deflection-related records
- Joint qualification and calibration certificates
- NCR closure and shipment release
Traceability protects you. Each pipe section should link to its production batch now, then to its installed chainage later. A signed FAT certificate helps, but the records behind it matter more.
Real World Example: GRP Pipe Failure Shows Why FAT Records Matter
A failure analysis published by Springer shows how GRP pipe defects such as voids, delamination, wrinkles, and laminate problems can affect pipe performance.
For you, the takeaway is clear: do not rely on a signed FAT certificate alone. Ask for the records behind it, including batch data, material checks, hardness results, test records, NCR closure, and shipment release.
Stage 3: Transport and Site Receiving Protect the Pipe Between Factory and Field
A pipe can leave the factory in perfect condition and still arrive with a problem. Poor lifting, impact, sharp supports, damaged ends, exposed couplings, or dirty gaskets can create trouble before installation even starts. When pipe arrives, your team should check:
- Serial numbers and delivery records
- Pipe ends, couplings, and gaskets
- Pipe surfaces and visible damage
- Storage area readiness
- Any lifting or handling damage
Avoid chains, wire ropes, sharp lifting points, hooks at pipe ends, and uncontrolled rolling. If something looks wrong, record it and hold that pipe back before it reaches the trench.
Stage 4: Storage and Handling Before Installation
Site storage is not just “where the pipe waits.” It protects your asset before it enters the trench.
Your team should:
- Store pipes on level ground or timber supports
- Keep pipes away from stones, sharp objects, heavy equipment, sparks, and chemicals
- Chock pipes so they do not roll
- Follow supplier stacking limits
- Protect pipe ends and gaskets from sunlight, oils, solvents, dirt, and damage
A storage mistake may not show up right away. It can appear later during jointing, testing, or operation. That is why this simple step matters.
Stage 5: Field Installation Is Where Design Becomes a Real Asset
The factory can make excellent pipes. The field decides whether that pipe performs. For buried GRP, bedding, haunching, backfill, and compaction matter because the pipe depends on soil support.
Ask for records that cover:
- Trench release and bedding inspection
- Dewatering and backfill logs
- Compaction reports and deflection logs
- Joint records and field lamination records
- Repair and NCR closure
Your team still needs to control trench conditions, groundwater, flotation risk, joint alignment, bends, thrust details, restraints, layered backfill, and compaction. Once the pipe goes underground, these records become your proof.
Real World Example: Zagreb River Crossing Shows Why Site Control Matters
Iowa State University explains that flexible pipes rely on both the pipe and the surrounding soil to carry load. In simple terms, the pipe does not work alone underground. Bedding, backfill, compaction, and soil support all affect how it performs.
Even a well-made GRP pipe can run into problems if the field support is weak. That is why you need trench records, bedding checks, compaction results, and deflection logs before you accept the pipeline.
Stage 6: Joint Integrity Is the Most Critical Field Interface
If you watch one area closely on site, watch the joints. Small issues with cleaning, gasket seating, lubrication, alignment, insertion depth, angular deflection, or field lamination can turn into leaks.For gasketed and laminated joints, check:
- Clean pipe ends and undamaged gaskets
- Correct lubricant, coupling position, insertion depth, and alignment
- Angular deflection within approved limits
- Surface prep, resin mix, laminate sequence, and glass wet-out where lamination applies
- Cure condition and hardness where the project requires it
Do not cover a joint until the inspection record is complete. If a joint needs work, you want to catch it while your team can still reach it.
Stage 7: FAT Proves the Pipe, SAT Proves the Installed System
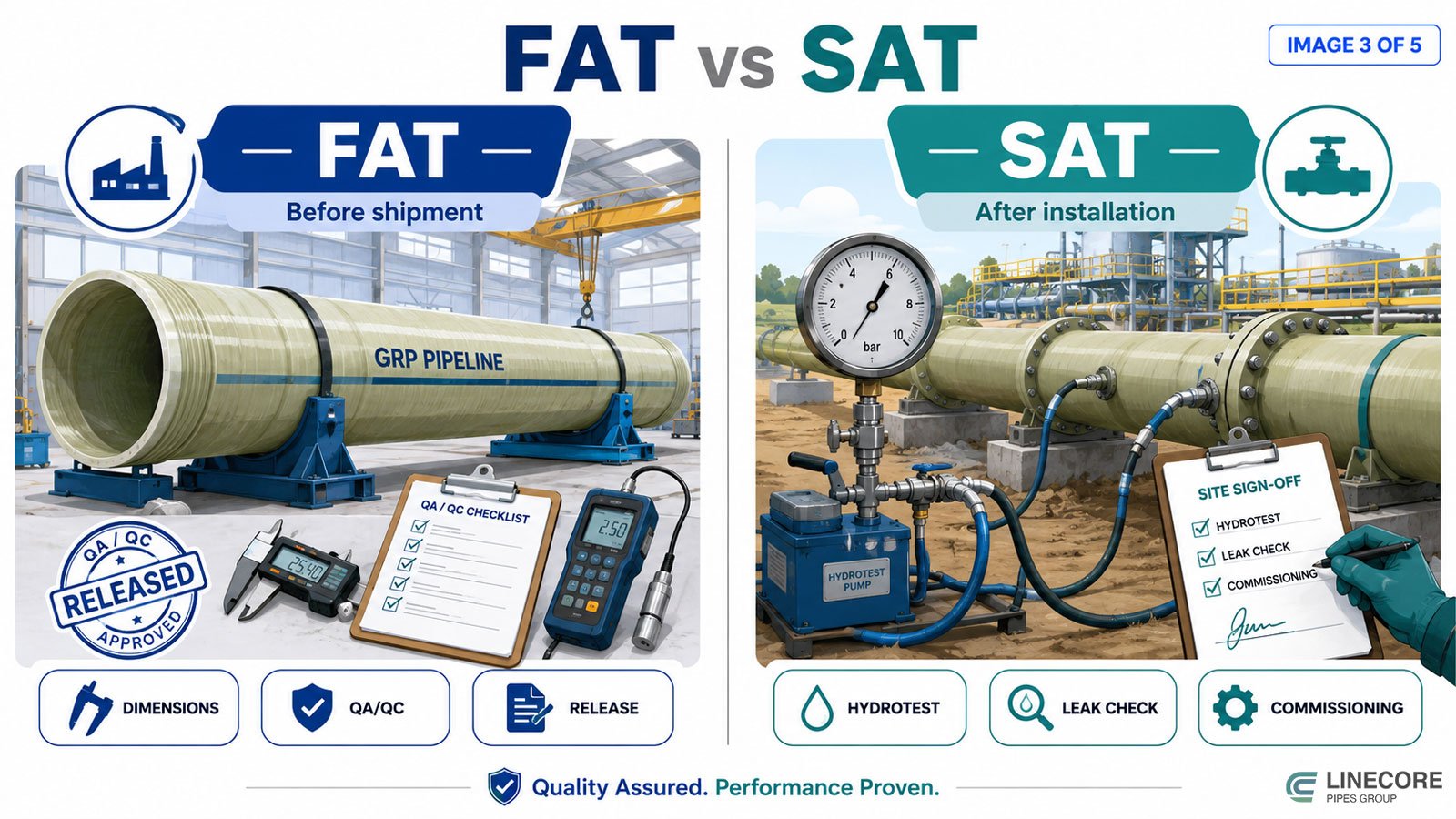
FAT proves what left the factory. SAT proves what now sits in the ground. You need both because factory quality does not prove field performance.
| Acceptance Stage | What It Proves | Main Record | Owner Decision |
|---|---|---|---|
| FAT | Pipe quality before shipment | Factory release file | Release to ship |
| Receiving check | Pipe arrived safely | Site inspection report | Release to store or install |
| Joint check | Joints fit correctly | Joint signoff | Release to backfill |
| SAT | Installed line performs | Hydrotest certificate | Release to commission |
| Commissioning | System can operate | Startup report | Accept for operation |
SAT should cover hydrostatic testing by section, test pressure, hold time, filling, venting, calibrated gauges, leakage checks, repairs, retests, and final signatures. For potable water, also ask for cleaning, flushing, disinfection, and water-quality records. Do not treat pressure testing as the only proof of readiness.
Stage 8: Commissioning Moves the Pipeline from Complete to Ready
A buried and connected pipeline may still not be ready for takeover. Mechanical completion only means the construction work can move into checks. It does not mean the system can operate. NSF is a useful reference because NSF/ANSI/CAN 61 covers health-effects requirements for materials and components that contact drinking water. Before you accept the pipeline, confirm:
- Cleaning and flushing
- Valve and chamber checks
- Instrumentation checks
- Flow and pressure checks
- Trial operation and guarantee testing where required
- O&M documents and operator training
Accept the pipeline when your team has a tested, documented, commissioned asset, not just a buried pipe.
The GRP Pipeline Handover Dossier: What You Should Demand
The handover dossier is the file that protects you after the project team leaves. If a leak, repair, warranty claim, audit, or future upgrade comes up later, your team should not have to guess what happened. The records should be clear, organized, and easy to find. EPA explains why condition assessment and reliable asset information help utilities manage buried water infrastructure over time.
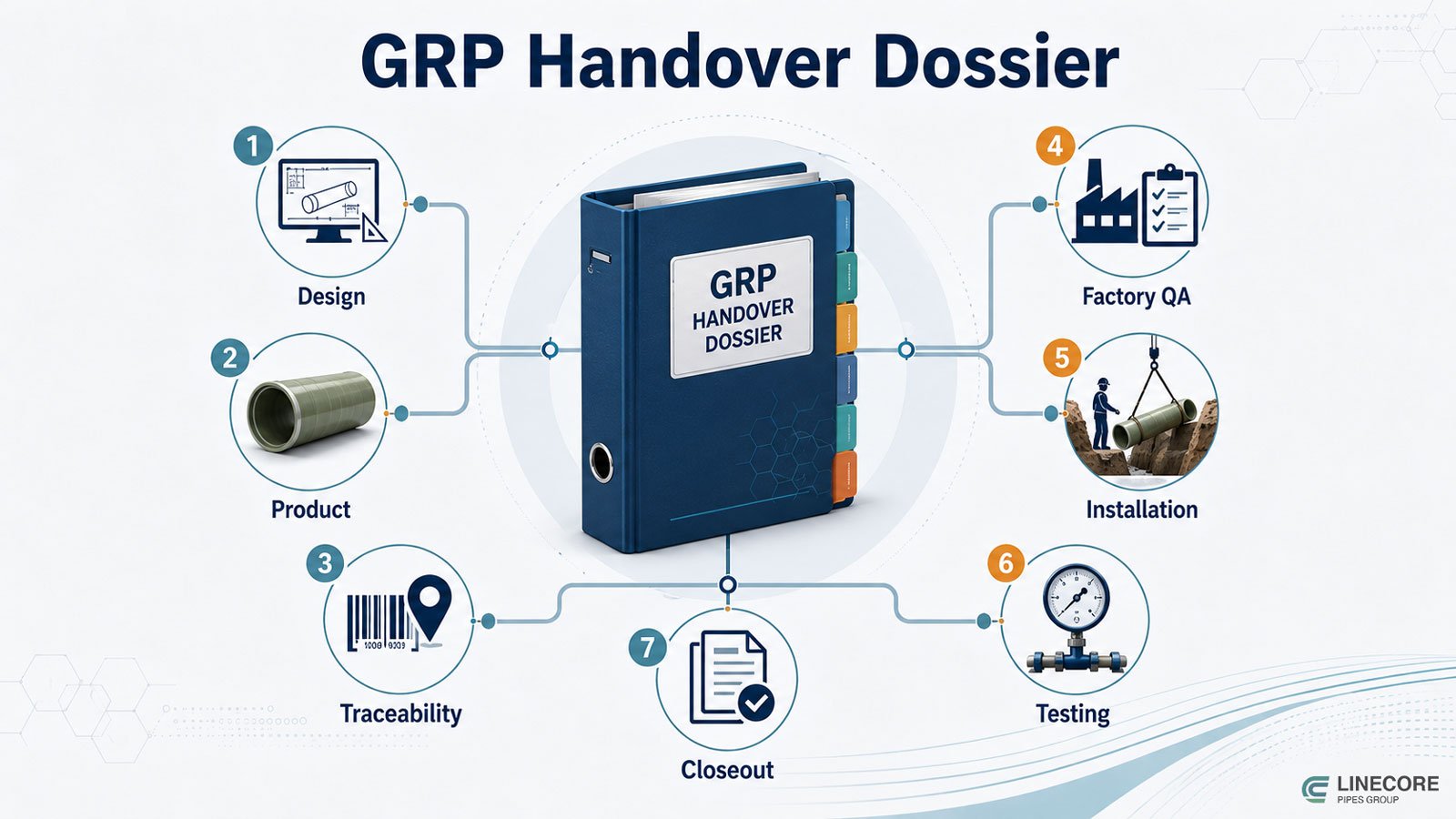
Think of it as the pipeline’s proof file. It should show what was designed, what was supplied, where each pipe went, how the line was installed, and what passed before you accepted it.
| Dossier Section | What You Need | What It Proves | Why It Helps You Later |
|---|---|---|---|
| Design records | Drawings, calculations, hydraulic model, surge analysis | The system matched the project need | Helps with reviews and upgrades |
| Product records | Datasheets, resin system, pressure class, stiffness class, joint type | The right pipe was supplied | Confirms what you own |
| Traceability | Serial numbers, batches, chainage or GIS location | Each pipe can be tracked | Helps with repairs and warranty claims |
| Factory records | FAT reports, QA/QC files, material certificates | The pipe left the factory with proof | Reduces quality disputes |
| Installation records | Trench, bedding, backfill, jointing, compaction records | The field work followed the plan | Protects you when buried work is questioned |
| Testing records | Hydrotest, SAT, retest, calibration certificates | The installed line passed | Supports final signoff |
| Commissioning records | Flushing, disinfection, startup, training records | The system was ready to run | Helps your team take over safely |
| Closeout records | As-builts, O&M manual, warranty, punch list | Your team can manage the pipeline | Supports long-term ownership |
Do not let the warranty start before this file is complete. Final acceptance, final payment, and warranty dates should connect to the full handover package. That way, you do not take over the pipeline before your team has the proof it needs. A useful download here would be:
It would help you, your consultant, your project manager, and your operations team check whether the pipeline is truly ready to accept.
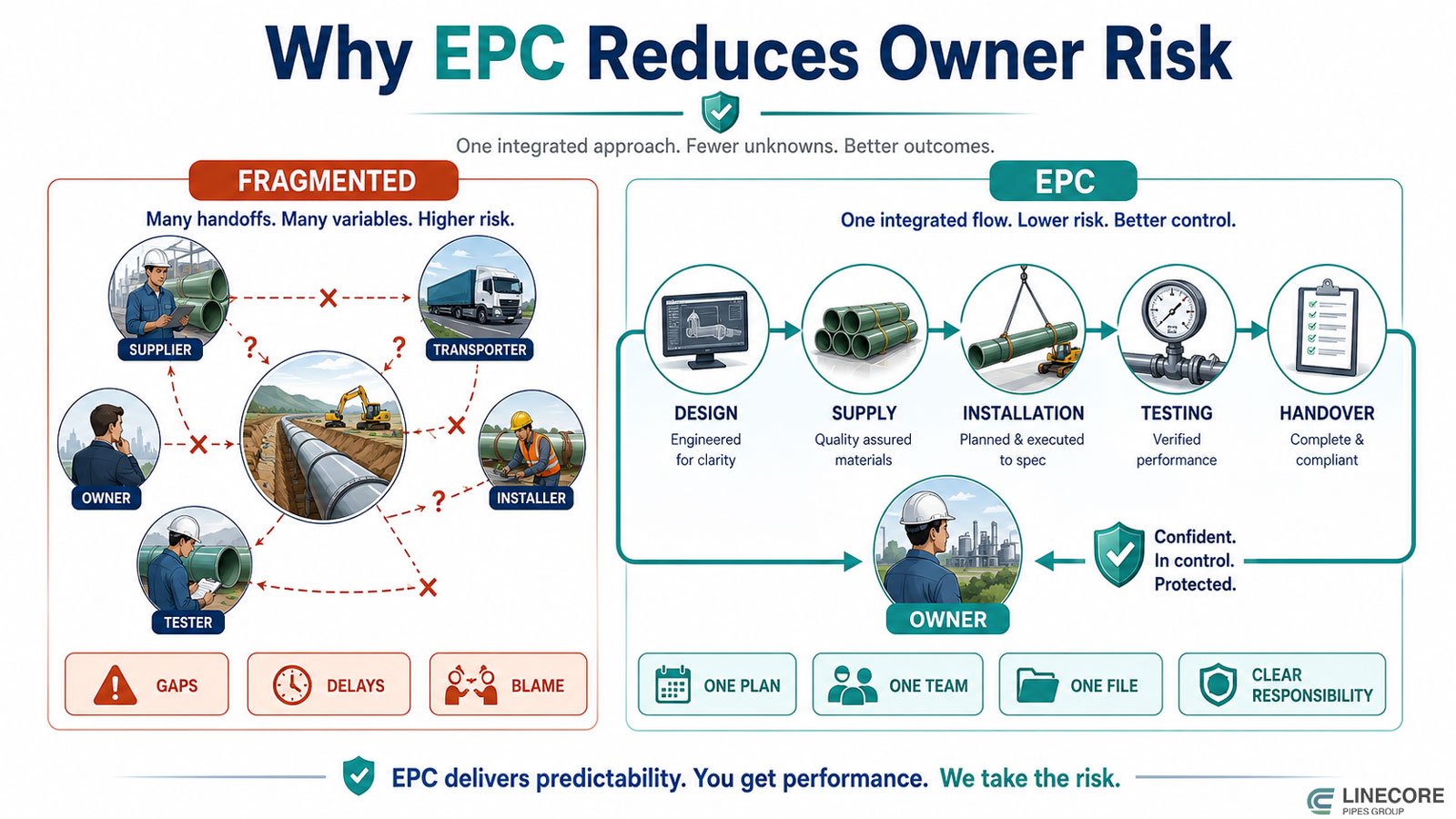
Why the EPC Model Reduces Owner Risk
One team supplies the pipe. Another moves it. Another installs it. Another tests it. If the hydrotest fails, everyone may have a different explanation. That leaves you trying to connect the dots.
EPC reduces that problem by keeping more of the work under one coordinated delivery path. Design, supply, installation, testing, and handover are managed together instead of being treated like separate pieces. For you, that means:
- One quality plan
- One install method
- One test process
- One handover file
- One clearer responsibility path
Linecore Pipes Group helps you reduce that risk by combining GRP and composite pipe supply with EPC execution for water transmission projects.
Practical Owner Checklist Before You Accept a GRP Pipeline
Before you accept a GRP pipeline, ask a few questions that show whether the line is actually ready, not just installed.
Traceability and factory proof
First, make sure you can trace the pipe back to the factory.
- Can you trace every pipe section to its production batch?
- Do the serial numbers match the installed locations?
- Has the factory completed and signed the FAT records?
Delivery and site condition
Next, check that the pipe arrived in good condition and that your team did not miss any damage.
- Did your site team inspect the pipes after transport?
- Did the contractor record and fix any damaged pipes?
Installation quality
Now look at the work you will not be able to see once the pipeline is buried.
- Do you have bedding, haunching, and compaction records?
- Did the site team sign the jointing records?
- Did the team complete deflection checks?
Testing and closeout
Then confirm the pipeline passed the tests and the contractor closed the open issues.
- Did each hydrotest section pass?
- Did the contractor close all repair records and NCRs?
- Did the team certify the as-built drawings?
Handover and warranty
Finally, make sure your team has what it needs after takeover.
- Has the operator received the O&M documents and training?
- Does the warranty connect to clear acceptance milestones?
If several answers are unclear, the pipeline may look complete, but it is not ready for you to accept yet.
Common Handover Mistakes That Increase Owner Risk
Most handover problems do not come from one big failure. They come from small gaps that stack up. You may see a missing receiving record, an unsigned joint record, incomplete as-builts, and a vague warranty start date. Each item may seem manageable on its own. Together, they create uncertainty for the owner. Common mistakes include:
- Accepting delivery without receiving inspection
- Backfilling before joint checks are signed
- Testing long sections too late
- Ignoring deflection measurements
- Accepting incomplete as-builts
- Leaving NCRs open at acceptance
- Starting warranty before documentation is complete
- Treating mechanical completion as operational acceptance
The biggest mistake is treating handover as paperwork. It is not paperwork. It is the proof that you are receiving a pipeline you can operate, maintain, and rely on.
How Linecore Pipes Group Supports Factory-to-Field Risk Reduction
Linecore helps you reduce risk by keeping the whole project connected, from early planning to final handover. You get support with pipe selection, pressure class, stiffness class, resin system, joint method, route planning, and installation design. You also get GRP and composite pipe supply with quality records, traceability, and factory test proof. On site, Linecore can help with logistics, storage, receiving checks, handling, trenching, bedding, jointing, backfilling, hydrotesting, and commissioning.
At the end, your team gets the O&M records, warranty documents, final handover file, and post-handover guidance needed to run the pipeline with more confidence.
about
The Author

Farshid Tavakoli is a seasoned professional in engineering and international trade. Holding degrees in Electrical Engineering, Mechatronics, and a Doctorate in Business Administration (DBA) from the University of Lyon, he also has a strong background in industrial automation and production line technologies.
For over 17 years, he has led an international trading company, gaining deep expertise in commercial solutions tailored to industrial needs. With more than 8 years of active involvement in infrastructure development, he specializes in the supply of electromechanical equipment for water and wastewater treatment plants and transfer projects.
Together with comapny expert team, he now provides consultancy and integrated solutions for sourcing and implementing complex infrastructure projects across the region.



